![]()
![]()
高機能の利用法

冶具バイスを利用すれば、黒皮・溶断材の加工を、2回の段取りで6面加工できます。
平面研磨機に使用すれば加工途中で、ジグに取付けたまま板厚を高精度に測定できるので、〔加工1→測定1〕⇒〔加工2→測定2〕⇒ … と、測定値を残加工量としてフィードバックする事でさらに高精度に仕上げることができます。
(例)
・ポジショニング(治具)の配置が自由なので、機械ベッド上いっぱいにワークを並べて連続運転
・材料の上面と側面の黒皮をワンチャッキングで加工
・平研時にマグネットベース上にジグをセットして加工
| マシンバイズ | 冶具バイス・フレックラム | |
|---|---|---|
| ワークの大きさ | 口金の開き | 大小、ワークに合わせて治具を配置 |
| 形状 | 単純形状 | 板状から異形状まで |
| ワーク数 | ベッド1台につき1個 | 小さなワークならベッドいっぱいに |
| 位置決め方法 | 押当て片面で位置決め | 機械ヘッド・イケールの任意の位置に (T溝・タップ穴対応) |
| 取扱性 | 重い | 個々の部材で取扱える |
| ↓ | ↓ | |
| 制限あり | セット可能 |
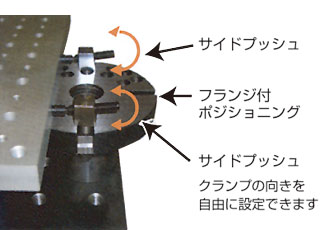
PROCESS1サイドプッシュ クランプ
軽切削向け 加工面:上面
溶断材等の使用で、材料のコストダウンと短納期が可能
サイドプッシュクランプで溶断材をつかみ、上面の歪みを取った後にタップ穴等の加工をします。サイドブッシュは一個当たり数十kgfの小さな力でも面加工ができるので、歪み取り等に最適です。
黒皮・溶断材使用加工例

サイドプッシュを取付けて使用 ゆがみ取り等

上からも強くクランプできます。
サイドプッシュクランプの補強としても、冶具・ワークはそのままでワークのクランプポイントを簡単に変更できます。
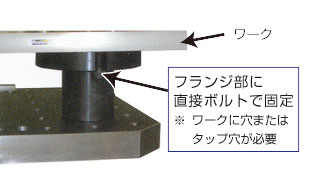
PROCESS2引き込みクランプ(多面加工)
重・軽切削向け 加工面:5面
多面加工により、加工の高精度化・短納期・稼働率アップが可能
引込みクランプ法でタップ穴等を利用して下からワークを取付けます。側面も含めた5面の加工ができるので、2回の段取りで6面全てが加工可能です。



平研の高精度加工・高能率化に利用
サイドクランプ/引込みクランプ
弱磁性体も固定可能で、加工途中にワークを外すことなく冶具間の隙間で板厚測定可能。
![]()
ユニット構成品

冶具バイス構成品

マシンテーブル上に冶具バイスを
セットした様子
■表1 冶具バイスユニット
| 型式 | 品名 | 価格 | 基準高さ | ユニット構成品 |
|---|---|---|---|---|
| Jig-ViceM12 | 冶具バイスM12 | ¥178,780 | 80mm | 表2参照 |
| Jig-ViceM16 | 冶具バイスM16 | ¥335,560 | 100mm | 表3参照 |
■表2 冶具バイスM12 ユニット構成品
| 型式 ⁄ 名称 | 構成品名 | 個数 | 単価 | 金額 |
|---|---|---|---|---|
| Jig-ViceM12 冶具バイスM12 |
ロケーティング | 2 | 10,500 | 21,000 |
| フランジポジショニングH60 | 2 | 25,400 | 50,800 | |
| フランジポジショニングH80 | 2 | 27,910 | 55,820 | |
| アタッチメント | 3 | 5,200 | 15,600 | |
| サイドブッシュ | 2 | 9,540 | 19,080 | |
| アジャストWカット | 2 | 7,190 | 14,380 | |
| クランピングスクリューM8-30 | 2 | 490 | 980 | |
| クランピングスクリューM8-50 | 2 | 560 | 1,120 | |
| 合計 | ¥178,780 | |||
■表3 冶具バイスM16 ユニット構成品
| 型式 ⁄ 名称 | 構成品名 | 個数 | 単価 | 金額 |
|---|---|---|---|---|
| Jig-ViceM16 冶具バイスM16 |
ロケーティング | 2 | 12,500 | 25,000 |
| フランジポジショニングH80 | 2 | 58,000 | 116,000 | |
| フランジポジショニングH100 | 2 | 66,200 | 132,400 | |
| アタッチメント | 3 | 5,800 | 17,400 | |
| サイドブッシュ | 2 | 9,860 | 19,720 | |
| アジャストWカット | 2 | 11,400 | 22,800 | |
| クランピングスクリューM10-30 | 2 | 530 | 1,060 | |
| クランピングスクリューM10-50 | 2 | 590 | 1,180 | |
| 合計 | ¥335,560 | |||